New energy PACK whole line solution provider
Overview of laser welding technology and principle for Li-ion battery processing
After years of development in the lithium battery industry, from the initial AC pulse spot welding machine to energy storage spot welding machine, intermediate frequency spot welding machine, transistor type spot welding machine, and then to laser spot welding machine, spot welding equipment has been upgraded, and the quality of spot welding has also been improved. However, we often see all kinds of spot welders gathered together in the same production workshop, playing their respective roles. The spot welder with poor performance has not been eliminated. Why is this? We will learn more about the performance of various spot welders from their principles.
Ac pulse spot welder
The SCR is controlled by SCM to intercept the AC pulse voltage to the primary coil of the welding transformer, and then the transformer converts the high-voltage pulse into low-voltage and high-current output to the spot welding needle discharge spot welding.
The advantages of AC pulse spot welder are low cost and low failure rate. The disadvantage is that once the thyristor is triggered, it must be turned off until the AC zero crossing can be turned off, which leads to the extension of welding time, with the extension of time, the welding power is getting lower and lower, therefore, the extension of welding time has no benefit to the welding effect, only increase the temperature of the solder joint, easy to cause the power to reduce the virtual welding, increase the frying welding, soldering, etc. This phenomenon is very common in the spot welding of the protection plate nickel sheet, because the tin under the protection plate welding plate is very sensitive, which reflects the fact that the AC pulse spot welding temperature is high. Therefore, when spot-welding the negative electrode of aluminum shell or the positive electrode of steel shell, the phenomenon of sealing ring melting often occurs because the rivet area is small and it is not easy to dissipate heat. In addition, spot welding of nickel sheet of protection plate is prone to the phenomenon of virtual welding or welding disk melting.
Energy storage spot welder
The energy storage spot welder has the advantages of concentrated discharge energy, short welding time and low cost, so it is very suitable for battery spot welding. However, the welding spark splash is large, the failure rate is relatively high, and the capacity attenuation of energy storage capacitor will also lead to the decline of welding performance. Especially in recent years, the rise of welding automation is limited by the charging time of energy storage capacitor, and the welding energy cannot be rapidly and stably output. Therefore, it is only suitable for manual spot welding operations.
Medium frequency welding power supply
The frequency and control mode of inverter welding machine are important indexes to judge its performance. Generally, the inverter frequency of 1-10KHz is referred to as the intermediate frequency, and above 10KHz is referred to as the high frequency. In terms of control mode, the original side fixed current is an ideal control mode. The original side fixed current adopts closed-loop control, which can adjust the high-frequency pulse width according to the actual output current. For those who do poorly, the fixed pulse width modulation is adopted, which belongs to the open-loop control. On the one hand, stable welding waveform can be obtained at the output end. On the other hand, large discharge current can be fed back and controlled in this frequency band. The transformer needs a certain response time, and the frequency is too high, so the current is not large.
Transistor welded power supply
The most ideal resistance welding power supply does not need welding transformer, the current rises fast, direct high-frequency output current waveform, can choose the fixed current, fixed voltage or fixed current and fixed voltage control mode, but it also has the disadvantage of expensive.
Laser spot welder
It is composed of crystal, xenon lamp, concentrator cavity, optical resonator, cooling filter and laser power supply. Welding of steel shell and aluminum shell cover plate has been widely used in the battery industry. In recent years, spot welding of polymer PACK protection plate has also begun to be used. Compared with resistance welding, laser welding machine does not need to grind the spot welding needle, welding firm, uniform solder joint, not easy to produce the advantages of virtual welding, but also has expensive, high maintenance costs.

Welding is a very important manufacturing process from the manufacturing of lithium-ion battery cells to battery PACK. The conductivity, strength, air tightness, metal fatigue and corrosion resistance of lithium-ion batteries are typical battery welding quality evaluation standards. The selection of welding method and welding process will directly affect the cost, quality, safety and consistency of lithium-ion battery.
Among many welding methods, laser welding for lithium-ion battery processing stands out with the following advantages: first of all, laser welding has high energy density, small welding deformation, small heat affected zone, can effectively improve the precision of the workpiece, smooth weld without impurities, uniform and dense, no additional grinding work; Secondly, laser welding can be accurately controlled, focusing spot is small, high-precision positioning, with mechanical arm easy to realize automation, improve welding efficiency, reduce working hours, reduce costs; In addition, laser welding of thin sheet or thin wire is not as prone to weld as arc welding.
The technological advantage of laser welding lies in the wide variety of materials that can be welded and the welding between different materials can be realized. In the process of power lithium-ion battery welding, welding technology technicians will choose the appropriate laser and welding process parameters according to the battery material, shape, thickness, tension requirements, including welding speed, waveform, peak value, welding head tilt Angle, etc., to set reasonable welding process parameters, so as to ensure that the final welding effect meets the requirements of power lithium battery manufacturers.
Recommended reading
 2023-06-01Square shell lithium battery module pack production line: ideal choice for achieving efficient production and high-quality products
2023-06-01Square shell lithium battery module pack production line: ideal choice for achieving efficient production and high-quality products 2023-01-02Why is automatic laser welding machine so popular
2023-01-02Why is automatic laser welding machine so popular 2022-12-29Definition and function characteristics of lithium battery automation pipeline
2022-12-29Definition and function characteristics of lithium battery automation pipeline 2022-12-27Welding manipulator will lead the future of welding automation
2022-12-27Welding manipulator will lead the future of welding automation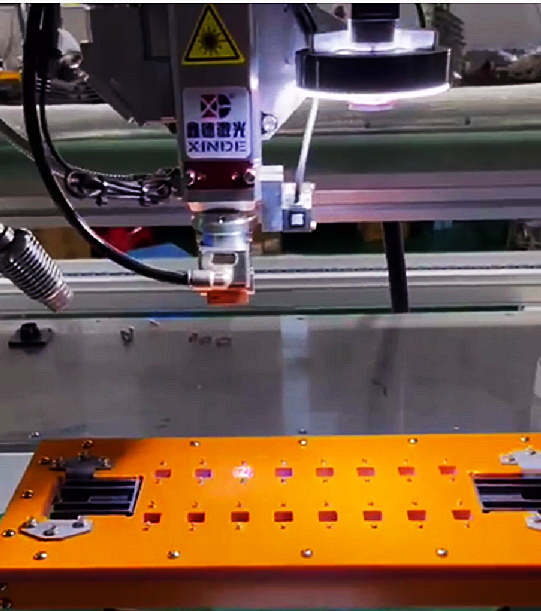 2022-12-24What factors are related to laser welding quality
2022-12-24What factors are related to laser welding quality
Welcome to inquire:177-2247-7738
Shenzhen Headquarters: 4th Floor, No. 240, Third Cotton Tree Road, Longgang District, Shenzhen City, Guangdong Province
Anhui Production Base: 4th Floor, Building A1, Jiangzhi South Incubation Science Park, Guichi District, Chizhou City, Anhui Province
Shandong Branch: No. 27509-15, Jingshi West Road, Huaiyin District, Jinan City, Shandong Province, China (Located within the premises of Guomao Group)
Jiangsu Branch: No. 3528 Xixi East Avenue, Anzhen Town, Xishan District, Wuxi City, Jiangsu Province
Zhejiang Lake Branch: 2nd Floor, Hongyuan Municipal, Changhong Road, Changxing County, Huzhou City, Zhejiang Province
Chongqing Branch: No. 108, Zone C, Jinke Electromechanical City, Jiulongpo District, Chongqing

Official wechat service number

Official video number

Official Douyin number
Products & Solutions
Lithium battery PACK production line
Lithium battery laser welding machine
Six axis manipulator laser welding machine
The Solution
Copyright © 2022 Xinde (Shenzhen) Laser Equipment Co, LTD All Rights Reserved. 粤ICP备18130442号

-
Inquire
- Mobile
- Mobile177-2247-7738
- Tiktok
- Video
- Top