New energy PACK whole line solution provider
New energy lithium battery pack production line intelligent manufacturing expert -- Xinde laser
Electric vehicles are one of the main themes of the current social development, and all countries are seizing the strategic commanding heights of new energy vehicles.
As a new era of new energy pack production line intelligent manufacturing experts, Xinde Laser developed the square shell soft PACK module automatic production line.
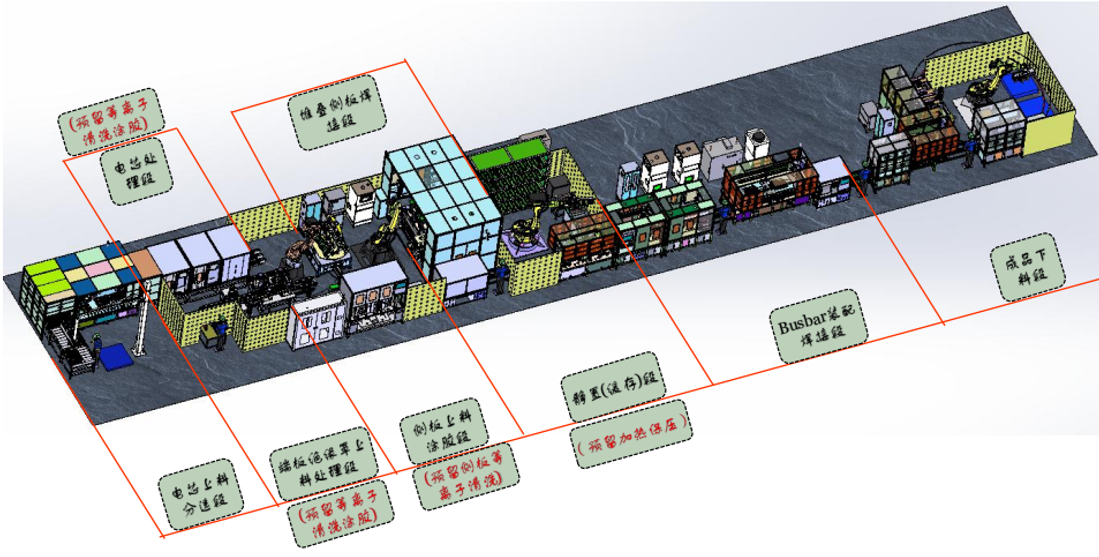
1. Manual feeding
At the beginning of the process, the electric core is manually fed, taken out from the box and placed on the belt line, which is transmitted to the truss platform through the belt line. The truss platform is composed of YZ biaxial. The clamp is equipped with a fixed reader and probe for voltage internal resistance test.
2. Manual glue
The electric core flowing down the front OK belt shall be manually removed for adhesive treatment, then put down and placed on the upper belt line for stacking.
Work station 3. Manual stacking
After gluing, the core flows down, and the core is taken manually to complete the stack on the line.
Work station 4. Manual labeling
The first station flowing from the lifting platform into the line body is used as the manual module labeling, so as to facilitate subsequent polarity detection, laser welding, and post-welding detection data recording.
5. Polarity detection of mold assembly before welding
After entering the visual identification station, take pictures of visual identification to eliminate the welding problem due to the wrong order of positive and negative electrodes. Its advantages are accurate monitoring, data stability, detection data uploaded to the top machine, can monitor real-time data in detail.
Station 6. Side plate welding
The group of cells transferred from the stacking station are placed into the extruding station and side plates are placed. After the extruder station is positioned, the side plate is welded by the mechanical arm. After the welding is completed, the extruder station is reset and transferred to the assembly line by the mechanical arm.
Station 7. Pole welding
After the aluminum row is placed, the blocking cylinder is released, the module moves forward to the welding position, the welding sensor senses the module to be welded, the jacking cylinder lifts the tray top, gives the laser welding machine welding signal after the jacking is completed, and then the visual equipment carries out the feature capture to improve the welding progress. After the capture is completed, the laser welding is carried out.
Work station 8. Pressure and internal resistance test
After the aluminum bar is welded, the post-welding voltage insulation test is entered. The principle is to add a higher than normal working voltage to the insulation of the tested equipment for a specified period of time. The voltage added to the above will only produce a small leakage current, so the insulation is better. Through testing, the material can be dropped for back-end pre-market product testing.
Station 9. FPC welding
After the pole welding is completed, two stations will be reserved for FPC welding preparation process, and the modification process will be changed according to customer requirements. Galvanometer laser welding joint, welding speed and high precision
10. Unloading of balanced boom
After the completion of the post-welding eye inspection, it flows into the rear lifting platform. Due to the large mass of the module, the daily work intensity of manual cutting is too high, so the balanced boom is used to grab the cutting. After the cutting, the pallet is lowered into the lower speed chain under the lifting platform and sent to the front lifting platform.
Xinde Laser focuses on new energy lithium battery laser welding equipment and pack automated assembly line!
As a new era of new energy pack production line intelligent manufacturing experts, Xinde Laser developed the square shell soft PACK module automatic production line.
1. Manual feeding
At the beginning of the process, the electric core is manually fed, taken out from the box and placed on the belt line, which is transmitted to the truss platform through the belt line. The truss platform is composed of YZ biaxial. The clamp is equipped with a fixed reader and probe for voltage internal resistance test.
2. Manual glue
The electric core flowing down the front OK belt shall be manually removed for adhesive treatment, then put down and placed on the upper belt line for stacking.
Work station 3. Manual stacking
After gluing, the core flows down, and the core is taken manually to complete the stack on the line.
Work station 4. Manual labeling
The first station flowing from the lifting platform into the line body is used as the manual module labeling, so as to facilitate subsequent polarity detection, laser welding, and post-welding detection data recording.
5. Polarity detection of mold assembly before welding
After entering the visual identification station, take pictures of visual identification to eliminate the welding problem due to the wrong order of positive and negative electrodes. Its advantages are accurate monitoring, data stability, detection data uploaded to the top machine, can monitor real-time data in detail.
Station 6. Side plate welding
The group of cells transferred from the stacking station are placed into the extruding station and side plates are placed. After the extruder station is positioned, the side plate is welded by the mechanical arm. After the welding is completed, the extruder station is reset and transferred to the assembly line by the mechanical arm.
Station 7. Pole welding
After the aluminum row is placed, the blocking cylinder is released, the module moves forward to the welding position, the welding sensor senses the module to be welded, the jacking cylinder lifts the tray top, gives the laser welding machine welding signal after the jacking is completed, and then the visual equipment carries out the feature capture to improve the welding progress. After the capture is completed, the laser welding is carried out.
Work station 8. Pressure and internal resistance test
After the aluminum bar is welded, the post-welding voltage insulation test is entered. The principle is to add a higher than normal working voltage to the insulation of the tested equipment for a specified period of time. The voltage added to the above will only produce a small leakage current, so the insulation is better. Through testing, the material can be dropped for back-end pre-market product testing.
Station 9. FPC welding
After the pole welding is completed, two stations will be reserved for FPC welding preparation process, and the modification process will be changed according to customer requirements. Galvanometer laser welding joint, welding speed and high precision
10. Unloading of balanced boom
After the completion of the post-welding eye inspection, it flows into the rear lifting platform. Due to the large mass of the module, the daily work intensity of manual cutting is too high, so the balanced boom is used to grab the cutting. After the cutting, the pallet is lowered into the lower speed chain under the lifting platform and sent to the front lifting platform.
Xinde Laser focuses on new energy lithium battery laser welding equipment and pack automated assembly line!
Recommended reading
 2023-06-01Square shell lithium battery module pack production line: ideal choice for achieving efficient production and high-quality products
2023-06-01Square shell lithium battery module pack production line: ideal choice for achieving efficient production and high-quality products 2023-01-02Why is automatic laser welding machine so popular
2023-01-02Why is automatic laser welding machine so popular 2022-12-29Definition and function characteristics of lithium battery automation pipeline
2022-12-29Definition and function characteristics of lithium battery automation pipeline 2022-12-27Welding manipulator will lead the future of welding automation
2022-12-27Welding manipulator will lead the future of welding automation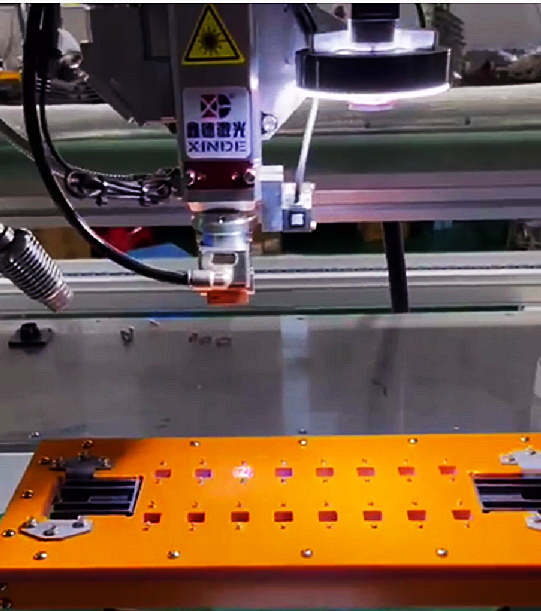 2022-12-24What factors are related to laser welding quality
2022-12-24What factors are related to laser welding quality
Welcome to inquire:177-2247-7738
Shenzhen Headquarters: 4th Floor, No. 240, Third Cotton Tree Road, Longgang District, Shenzhen City, Guangdong Province
Anhui Production Base: 4th Floor, Building A1, Jiangzhi South Incubation Science Park, Guichi District, Chizhou City, Anhui Province
Shandong Branch: No. 27509-15, Jingshi West Road, Huaiyin District, Jinan City, Shandong Province, China (Located within the premises of Guomao Group)
Jiangsu Branch: No. 3528 Xixi East Avenue, Anzhen Town, Xishan District, Wuxi City, Jiangsu Province
Zhejiang Lake Branch: 2nd Floor, Hongyuan Municipal, Changhong Road, Changxing County, Huzhou City, Zhejiang Province
Chongqing Branch: No. 108, Zone C, Jinke Electromechanical City, Jiulongpo District, Chongqing

Official wechat service number

Official video number

Official Douyin number
Products & Solutions
Lithium battery PACK production line
Lithium battery laser welding machine
Six axis manipulator laser welding machine
The Solution
Copyright © 2022 Xinde (Shenzhen) Laser Equipment Co, LTD All Rights Reserved. 粤ICP备18130442号

-
Inquire
- Mobile
- Mobile177-2247-7738
- Tiktok
- Video
- Top