New energy PACK whole line solution provider
How to distinguish continuous laser welding from pulsed laser welding?
Laser welding is the use of high energy laser beam as a heat source, through the control of laser pulse width, energy, peak power and repetition frequency and other parameters, so that the workpiece melting, forming a specific molten pool.
Advantages of laser welding:
1. Suitable for small and micro metal workpiece precision welding, fine welding;
2. Compared with other welding processes, laser welding has a small thermal deformation range on the workpiece surface;
3. Can be used for metal sheet welding, and laser welding efficiency is relatively high, the industry is widely used;
Disadvantages:
1. High requirements for welds, generally no more than 0.1-0.3MM welds, more than 0.1MM workpiece welding, generally use swing welding head;
2. The current laser equipment is large, not easy to carry, not suitable for outdoor work;
3. Compared with traditional welding equipment such as argon arc welding, the one-time investment is higher;
Shenzhen Xinde laser welding equipment welding finished product surface welding spot smooth, flat without bubbles; The welding material deformation is small, the heat affected zone is small and the processing is pollution-free.
Laser welding can be divided into two kinds, continuous laser welding and pulsed laser welding, what is the difference between the two?
Most continuous laser welding is a high power laser, the power is generally more than 500 watts, like more than 1mm plate is generally used this laser. Its welding principle is based on the deep fusion welding of the keyhole effect, the depth to width ratio is large, can reach more than 5:1, the welding speed is fast, the thermal deformation is small. The output power of continuous laser is generally relatively low, suitable for the requirement of laser continuous work, in machinery, automobiles, ships and other industries are widely used.
Advantages of laser welding:
1. Suitable for small and micro metal workpiece precision welding, fine welding;
2. Compared with other welding processes, laser welding has a small thermal deformation range on the workpiece surface;
3. Can be used for metal sheet welding, and laser welding efficiency is relatively high, the industry is widely used;
Disadvantages:
1. High requirements for welds, generally no more than 0.1-0.3MM welds, more than 0.1MM workpiece welding, generally use swing welding head;
2. The current laser equipment is large, not easy to carry, not suitable for outdoor work;
3. Compared with traditional welding equipment such as argon arc welding, the one-time investment is higher;
Shenzhen Xinde laser welding equipment welding finished product surface welding spot smooth, flat without bubbles; The welding material deformation is small, the heat affected zone is small and the processing is pollution-free.
Laser welding can be divided into two kinds, continuous laser welding and pulsed laser welding, what is the difference between the two?
Most continuous laser welding is a high power laser, the power is generally more than 500 watts, like more than 1mm plate is generally used this laser. Its welding principle is based on the deep fusion welding of the keyhole effect, the depth to width ratio is large, can reach more than 5:1, the welding speed is fast, the thermal deformation is small. The output power of continuous laser is generally relatively low, suitable for the requirement of laser continuous work, in machinery, automobiles, ships and other industries are widely used.
Pulsed laser welding is mainly used in spot welding and seam welding of thin-walled metal materials within 1mm thickness. The surface of the workpiece is heated by laser radiation, and then diffused to the interior of the material through heat conduction. The biggest advantage of pulsed laser welding is that the workpiece temperature rise is small, the heat affected zone is small, the welder material deformation is small. Pulsed laser has a large output power, widely used in lithium batteries, electronic components, power batteries and other industries.

Recommended reading
 2023-06-01Square shell lithium battery module pack production line: ideal choice for achieving efficient production and high-quality products
2023-06-01Square shell lithium battery module pack production line: ideal choice for achieving efficient production and high-quality products 2023-01-02Why is automatic laser welding machine so popular
2023-01-02Why is automatic laser welding machine so popular 2022-12-29Definition and function characteristics of lithium battery automation pipeline
2022-12-29Definition and function characteristics of lithium battery automation pipeline 2022-12-27Welding manipulator will lead the future of welding automation
2022-12-27Welding manipulator will lead the future of welding automation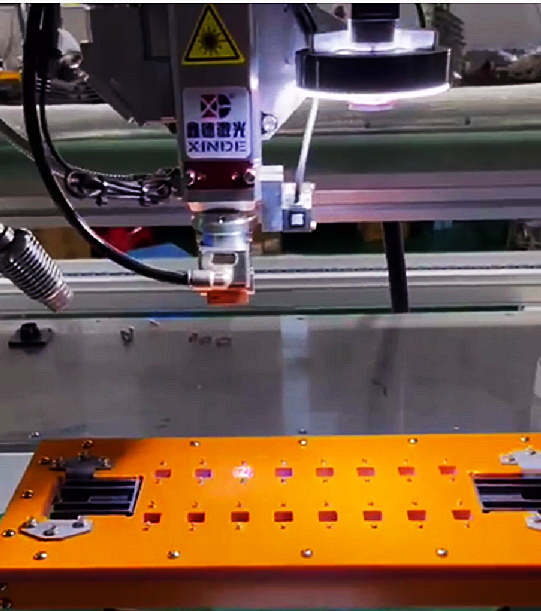 2022-12-24What factors are related to laser welding quality
2022-12-24What factors are related to laser welding quality
Welcome to inquire:177-2247-7738
Shenzhen Headquarters: 4th Floor, No. 240, Third Cotton Tree Road, Longgang District, Shenzhen City, Guangdong Province
Anhui Production Base: 4th Floor, Building A1, Jiangzhi South Incubation Science Park, Guichi District, Chizhou City, Anhui Province
Shandong Branch: No. 27509-15, Jingshi West Road, Huaiyin District, Jinan City, Shandong Province, China (Located within the premises of Guomao Group)
Jiangsu Branch: No. 3528 Xixi East Avenue, Anzhen Town, Xishan District, Wuxi City, Jiangsu Province
Zhejiang Lake Branch: 2nd Floor, Hongyuan Municipal, Changhong Road, Changxing County, Huzhou City, Zhejiang Province
Chongqing Branch: No. 108, Zone C, Jinke Electromechanical City, Jiulongpo District, Chongqing

Official wechat service number

Official video number

Official Douyin number
Products & Solutions
Lithium battery PACK production line
Lithium battery laser welding machine
Six axis manipulator laser welding machine
The Solution
Copyright © 2022 Xinde (Shenzhen) Laser Equipment Co, LTD All Rights Reserved. 粤ICP备18130442号

-
Inquire
- Mobile
- Mobile177-2247-7738
- Tiktok
- Video
- Top