New energy PACK whole line solution provider
Do you know what are the common laser welding defects? What are the causes and solutions?
Laser welding uses high energy density laser beam as heat source, by controlling the width, energy, peak power and repetition frequency of laser pulse parameters, so that the workpiece melting, forming a specific molten pool, is an efficient and precise welding method. Laser welding development so far, has been widely used in all walks of life, such as: electronic parts, automobile manufacturing, aerospace and other celestial manufacturing fields. But even so, the laser welding method will inevitably have some defects, resulting in substandard secondary products. Only fully understand the defects caused by laser welding, and master the solution, in order to meet the higher welding process requirements of products.
So, what are the common laser welding defects? What are the causes and solutions?
1. Bite the edge
Edge biting refers to the groove or depression along the base metal of the welding toe due to improper welding parameters or incorrect operation methods.
Edge defects can be classified into three qualities:
General: The defect depth is not greater than 1.5mm
Medium: The defect depth is not greater than 1.0mm
Strict: Defect depth is not greater than 0.5mm
Reasons for edge biting:
Improper operation method, welding specification selection is not correct, such as welding current is too large, arc is too long, the way and Angle of the rod is not appropriate, the time on both sides of the groove is too long or too short may produce edge bite.
The solution:
1). Control the welding current and welding speed of laser welding machine
2). Properly grasp the length of the arc
3). Correct application of rod transport method and electrode Angle
2. The weld is dented
Weld sag refers to the phenomenon that the metal plates collapse downward and form pits when the metal is heated for too long, the welding current is too large or other circumstances.
Causes of weld sag:
1. The assembly gap is too large, the blunt edge is small, the molten pool is large, and the liquid metal falls due to its dead weight.
2. the diameter of the electrode or welding current is too large, the arc quenching is slow or the arc welding increases the temperature of the molten pool, and the cooling is slow, resulting in the increase of the molten pool metal gravity and the decrease of the surface tension.
3. The improper Angle of the transport bar weakens the pressure of the arc on the molten pool metal or the electrode is not transported to the groove root.
The solution:
1). Suitable dull edge, Angle and gap of groove should be selected during single-side welding and double-sided forming welding. Operate skillfully and accurately.
2) Strictly control the arc heating time and strip Angle of the breakdown, weld hole size should be appropriate, and use short arc welding.
3. Air hole
Pores refer to the holes formed when the gas in the molten pool does not escape before metal solidification during welding and remains in the weld. The gas may be absorbed from the molten pool or generated by the reaction in the welding metallurgy process.
The main reason for the porosity is rust and oil on the surface of the base metal or filled metal. The welding rod and flux are not dried and will increase the porosity, because the rust, oil and welding rod drug skin and the moisture in the flux decompose into gas at high temperature, increasing the content of gas in the high temperature metal. The energy of welding line is too small, and the cooling speed of molten pool is high, which is not conducive to gas escape. Insufficient deoxidation of weld metal will also increase oxygen holes.
The solution:
1). Remove oil, rust, moisture and sundries from the welding wire, working groove and its adjacent surface.
2). Use alkaline electrode, flux, and thoroughly dry
3). Adopt DC back connection and short arc welding
4). Preheat before welding to slow down the cooling rate
5). Welding with strong specifications
There is no doubt that laser welding will produce defects, but a good machine will certainly reduce the product defects.
So, what are the common laser welding defects? What are the causes and solutions?
1. Bite the edge
Edge biting refers to the groove or depression along the base metal of the welding toe due to improper welding parameters or incorrect operation methods.
Edge defects can be classified into three qualities:
General: The defect depth is not greater than 1.5mm
Medium: The defect depth is not greater than 1.0mm
Strict: Defect depth is not greater than 0.5mm
Reasons for edge biting:
Improper operation method, welding specification selection is not correct, such as welding current is too large, arc is too long, the way and Angle of the rod is not appropriate, the time on both sides of the groove is too long or too short may produce edge bite.
The solution:
1). Control the welding current and welding speed of laser welding machine
2). Properly grasp the length of the arc
3). Correct application of rod transport method and electrode Angle
2. The weld is dented
Weld sag refers to the phenomenon that the metal plates collapse downward and form pits when the metal is heated for too long, the welding current is too large or other circumstances.
Causes of weld sag:
1. The assembly gap is too large, the blunt edge is small, the molten pool is large, and the liquid metal falls due to its dead weight.
2. the diameter of the electrode or welding current is too large, the arc quenching is slow or the arc welding increases the temperature of the molten pool, and the cooling is slow, resulting in the increase of the molten pool metal gravity and the decrease of the surface tension.
3. The improper Angle of the transport bar weakens the pressure of the arc on the molten pool metal or the electrode is not transported to the groove root.
The solution:
1). Suitable dull edge, Angle and gap of groove should be selected during single-side welding and double-sided forming welding. Operate skillfully and accurately.
2) Strictly control the arc heating time and strip Angle of the breakdown, weld hole size should be appropriate, and use short arc welding.
3. Air hole
Pores refer to the holes formed when the gas in the molten pool does not escape before metal solidification during welding and remains in the weld. The gas may be absorbed from the molten pool or generated by the reaction in the welding metallurgy process.
The main reason for the porosity is rust and oil on the surface of the base metal or filled metal. The welding rod and flux are not dried and will increase the porosity, because the rust, oil and welding rod drug skin and the moisture in the flux decompose into gas at high temperature, increasing the content of gas in the high temperature metal. The energy of welding line is too small, and the cooling speed of molten pool is high, which is not conducive to gas escape. Insufficient deoxidation of weld metal will also increase oxygen holes.
The solution:
1). Remove oil, rust, moisture and sundries from the welding wire, working groove and its adjacent surface.
2). Use alkaline electrode, flux, and thoroughly dry
3). Adopt DC back connection and short arc welding
4). Preheat before welding to slow down the cooling rate
5). Welding with strong specifications
There is no doubt that laser welding will produce defects, but a good machine will certainly reduce the product defects.
Xinde (Shenzhen) Laser Equipment Co., Ltd. is a set of research and development, manufacturing and sales of industrial laser equipment as one of the high-tech enterprises, the company's research and development team by the new energy lithium battery equipment industry senior professional and cutting-edge personnel, Xinde laser welding equipment advantages, such as laser welding spot fine, high penetration, high precision, smooth welding surface effect without bubbles, welding quality effect is good.

Recommended reading
 2023-06-01Square shell lithium battery module pack production line: ideal choice for achieving efficient production and high-quality products
2023-06-01Square shell lithium battery module pack production line: ideal choice for achieving efficient production and high-quality products 2023-01-02Why is automatic laser welding machine so popular
2023-01-02Why is automatic laser welding machine so popular 2022-12-29Definition and function characteristics of lithium battery automation pipeline
2022-12-29Definition and function characteristics of lithium battery automation pipeline 2022-12-27Welding manipulator will lead the future of welding automation
2022-12-27Welding manipulator will lead the future of welding automation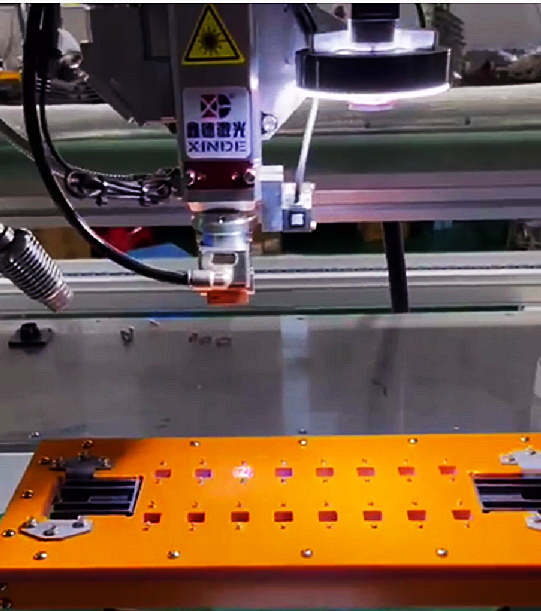 2022-12-24What factors are related to laser welding quality
2022-12-24What factors are related to laser welding quality
Welcome to inquire:177-2247-7738
Shenzhen Headquarters: 4th Floor, No. 240, Third Cotton Tree Road, Longgang District, Shenzhen City, Guangdong Province
Anhui Production Base: 4th Floor, Building A1, Jiangzhi South Incubation Science Park, Guichi District, Chizhou City, Anhui Province
Shandong Branch: No. 27509-15, Jingshi West Road, Huaiyin District, Jinan City, Shandong Province, China (Located within the premises of Guomao Group)
Jiangsu Branch: No. 3528 Xixi East Avenue, Anzhen Town, Xishan District, Wuxi City, Jiangsu Province
Zhejiang Lake Branch: 2nd Floor, Hongyuan Municipal, Changhong Road, Changxing County, Huzhou City, Zhejiang Province
Chongqing Branch: No. 108, Zone C, Jinke Electromechanical City, Jiulongpo District, Chongqing

Official wechat service number

Official video number

Official Douyin number
Products & Solutions
Lithium battery PACK production line
Lithium battery laser welding machine
Six axis manipulator laser welding machine
The Solution
Copyright © 2022 Xinde (Shenzhen) Laser Equipment Co, LTD All Rights Reserved. 粤ICP备18130442号

-
Inquire
- Mobile
- Mobile177-2247-7738
- Tiktok
- Video
- Top