New energy PACK whole line solution provider
Laser welding principle and laser welding machine parameter setting adjustment
Laser welding uses high energy laser pulse to heat the material locally in a small area. The energy of laser radiation diffuses to the interior of the material through thermal conduction, and the material is melted to form a specific molten pool.
It is a new type of welding, laser welding mainly for thin-wall materials, precision parts welding, spot welding, butt welding, stack welding, sealing welding, high depth to width ratio, welding width is small, heat affected zone is small, small deformation, welding speed, smooth weld, beautiful, no processing or simple processing after welding, welding quality is high, no porosity, can be accurately controlled, Small focus point, high positioning accuracy, easy to achieve automation.
Laser welding is an efficient and precise welding method which uses high energy density laser beam as heat source. Laser welding is one of the important applications of laser material processing technology.
China's laser welding is at the world's advanced level, with the technology and capability to use laser to form complex titanium alloy components of more than 12 square meters, and has been invested in the prototype and product manufacturing of several domestic aviation scientific research projects.
How is the parameter setting adjustment of laser welding machine? In the process of using the laser welding machine, how to know what the parameters of the laser welding machine should be adjusted? The parameters of the laser welding machine are different for welding different materials. Let's take a look at the parameter Settings of the laser welding machine.
Laser pulse width:
Laser pulse width is an important parameter in the welding process of laser welding machine. Laser pulse width determines the welding width and depth of the welding object, and the setting of laser pulse width affects the welding effect. The longer the pulse width is, the larger the heat affected zone is, and the penetration depth increases with the 1/2 power of the pulse width. In fact, for each material, there is an optimal pulse width that allows the maximum penetration.
Laser power density:
Laser power density is one of the most important parameters in laser processing. There is a threshold value of laser energy density in laser welding, below which the penetration depth is very shallow. Once it reaches or exceeds this value, the penetration depth will be greatly increased. Therefore, the higher the power density, the faster the workpiece surface heating to the boiling point, the higher the power density, in the microsecond time range, the surface can be heated to the boiling point, produce a lot of vaporization. Therefore, high power density is advantageous for material removal processing such as punching, cutting and engraving. For low power density, it takes several milliseconds for the surface temperature to reach the boiling point, and before the surface vaporizes, the bottom reaches the melting point, which is easy to form a good melting welding.
Laser pulse waveform:
Laser pulse waveform is an important problem in laser welding, especially for thin - sheet welding. When the high intensity laser beam to the surface of the material, the metal surface will have 40~70% of the laser energy reflection and loss, and the reflectivity changes with the surface temperature. During the action of a laser pulse, the reflectance of the metal changes greatly. Therefore, the reflectance of the laser and the application rate of the laser of the incompatible metal are not the same. To carry out effective welding, it is necessary to input the incompatible waveform of the laser, so that the metal tissue at the weld can be crystallized in the best way to form the consistent tissue with the matrix metal, so as to form a high-quality weld. In actual welding, the pulse waveform can be flexibly adjusted according to the welding characteristics of different materials. For easy brittle materials, pulse waveform with slow energy reduction can be used to slow down the cold quenching rate.
The parameter setting adjustment of laser welding machine is mainly to set and adjust the laser pulse width, laser power density, laser pulse waveform, corresponding to different welding materials, the parameters of laser welding machine are different debugging data. The parameter setting adjustment of laser welding machine is mainly your three key points, the user can adjust the parameters of laser welding machine according to the welding material.
It is a new type of welding, laser welding mainly for thin-wall materials, precision parts welding, spot welding, butt welding, stack welding, sealing welding, high depth to width ratio, welding width is small, heat affected zone is small, small deformation, welding speed, smooth weld, beautiful, no processing or simple processing after welding, welding quality is high, no porosity, can be accurately controlled, Small focus point, high positioning accuracy, easy to achieve automation.
Laser welding is an efficient and precise welding method which uses high energy density laser beam as heat source. Laser welding is one of the important applications of laser material processing technology.
China's laser welding is at the world's advanced level, with the technology and capability to use laser to form complex titanium alloy components of more than 12 square meters, and has been invested in the prototype and product manufacturing of several domestic aviation scientific research projects.
In October 2013, Chinese welding experts won the Brooke Award, the highest academic award in the field of welding, and China's laser welding level has been recognized by the world.

How is the parameter setting adjustment of laser welding machine? In the process of using the laser welding machine, how to know what the parameters of the laser welding machine should be adjusted? The parameters of the laser welding machine are different for welding different materials. Let's take a look at the parameter Settings of the laser welding machine.
Laser pulse width:
Laser pulse width is an important parameter in the welding process of laser welding machine. Laser pulse width determines the welding width and depth of the welding object, and the setting of laser pulse width affects the welding effect. The longer the pulse width is, the larger the heat affected zone is, and the penetration depth increases with the 1/2 power of the pulse width. In fact, for each material, there is an optimal pulse width that allows the maximum penetration.
Laser power density:
Laser power density is one of the most important parameters in laser processing. There is a threshold value of laser energy density in laser welding, below which the penetration depth is very shallow. Once it reaches or exceeds this value, the penetration depth will be greatly increased. Therefore, the higher the power density, the faster the workpiece surface heating to the boiling point, the higher the power density, in the microsecond time range, the surface can be heated to the boiling point, produce a lot of vaporization. Therefore, high power density is advantageous for material removal processing such as punching, cutting and engraving. For low power density, it takes several milliseconds for the surface temperature to reach the boiling point, and before the surface vaporizes, the bottom reaches the melting point, which is easy to form a good melting welding.
Laser pulse waveform:
Laser pulse waveform is an important problem in laser welding, especially for thin - sheet welding. When the high intensity laser beam to the surface of the material, the metal surface will have 40~70% of the laser energy reflection and loss, and the reflectivity changes with the surface temperature. During the action of a laser pulse, the reflectance of the metal changes greatly. Therefore, the reflectance of the laser and the application rate of the laser of the incompatible metal are not the same. To carry out effective welding, it is necessary to input the incompatible waveform of the laser, so that the metal tissue at the weld can be crystallized in the best way to form the consistent tissue with the matrix metal, so as to form a high-quality weld. In actual welding, the pulse waveform can be flexibly adjusted according to the welding characteristics of different materials. For easy brittle materials, pulse waveform with slow energy reduction can be used to slow down the cold quenching rate.
The parameter setting adjustment of laser welding machine is mainly to set and adjust the laser pulse width, laser power density, laser pulse waveform, corresponding to different welding materials, the parameters of laser welding machine are different debugging data. The parameter setting adjustment of laser welding machine is mainly your three key points, the user can adjust the parameters of laser welding machine according to the welding material.
Recommended reading
 2023-06-01Square shell lithium battery module pack production line: ideal choice for achieving efficient production and high-quality products
2023-06-01Square shell lithium battery module pack production line: ideal choice for achieving efficient production and high-quality products 2023-01-02Why is automatic laser welding machine so popular
2023-01-02Why is automatic laser welding machine so popular 2022-12-29Definition and function characteristics of lithium battery automation pipeline
2022-12-29Definition and function characteristics of lithium battery automation pipeline 2022-12-27Welding manipulator will lead the future of welding automation
2022-12-27Welding manipulator will lead the future of welding automation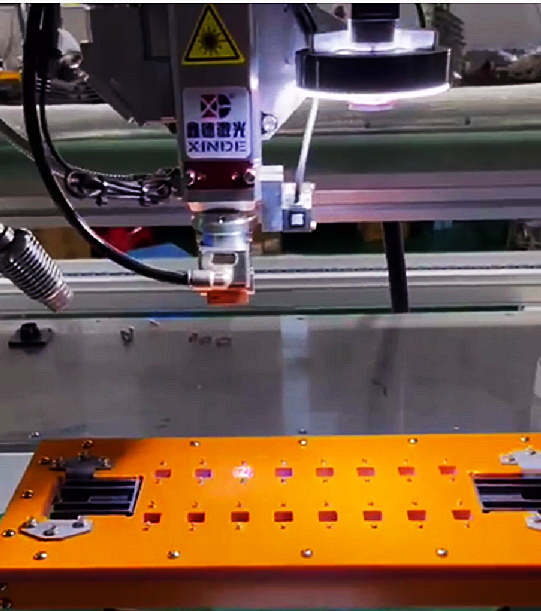 2022-12-24What factors are related to laser welding quality
2022-12-24What factors are related to laser welding quality
Welcome to inquire:177-2247-7738
Shenzhen Headquarters: 4th Floor, No. 240, Third Cotton Tree Road, Longgang District, Shenzhen City, Guangdong Province
Anhui Production Base: 4th Floor, Building A1, Jiangzhi South Incubation Science Park, Guichi District, Chizhou City, Anhui Province
Shandong Branch: No. 27509-15, Jingshi West Road, Huaiyin District, Jinan City, Shandong Province, China (Located within the premises of Guomao Group)
Jiangsu Branch: No. 3528 Xixi East Avenue, Anzhen Town, Xishan District, Wuxi City, Jiangsu Province
Zhejiang Lake Branch: 2nd Floor, Hongyuan Municipal, Changhong Road, Changxing County, Huzhou City, Zhejiang Province
Chongqing Branch: No. 108, Zone C, Jinke Electromechanical City, Jiulongpo District, Chongqing

Official wechat service number

Official video number

Official Douyin number
Products & Solutions
Lithium battery PACK production line
Lithium battery laser welding machine
Six axis manipulator laser welding machine
The Solution
Copyright © 2022 Xinde (Shenzhen) Laser Equipment Co, LTD All Rights Reserved. 粤ICP备18130442号

-
Inquire
- Mobile
- Mobile177-2247-7738
- Tiktok
- Video
- Top