New energy PACK whole line solution provider
The difficulty of laser welding technology in brazing
As we all know, in the list of non-ferrous metals, aluminum is located in the first place, copper second, second only to aluminum. Because copper itself has good electrical and thermal conductivity, excellent plasticity, easy to hot pressing and cold pressure processing, is widely used in the construction industry, electrical, machinery manufacturing and other industries.
Laser welding is an efficient and precise welding method which uses high energy density laser beam as heat source. Laser welding has the advantages of high energy density, less molten metal, small heat affected zone and superior welding quality. Because of the low absorption rate of the fiber laser with high reflection data, the processing difficulty is larger, which leads to more requirements on the laser source.
Problems prone to red copper welding:
(1) difficult to blend and variability: copper itself has a large thermal conductivity, so in welding, heat transmission speed will be very fast, the overall heat-affected zone range of welding parts is more, it is difficult to blend materials together; Secondly, because the copper linear expansion coefficient is very large, when welding heat, the clamping degree of the fixture is not very good control, easy to make the material deformation.
(2) prone to porosity: copper is prone to porosity in welding, especially in deep fusion welding. There are two reasons for the appearance of pores: one is the pores that occur directly when hydrogen is dissolved in copper, which is called dispersive pores; The other is the pore generated by REDOX, which is called reaction pore.
The solution:
In the room, the absorption rate of red copper to the infrared laser is 5%, and the absorption rate can reach about 20% after heating to the melting point. Therefore, in order to realize the laser deep fusion welding of red copper, it is necessary to improve the laser power density.
The high power laser is used to swing the welding head on the collocation, and the beam is used to stir the molten pool and expand the keyhole during the deep fusion welding, which is conducive to the gas overflow, and the welding is more firm, less splashing, and fewer micro-pores after welding.
Welding skills:
(1) When welding, the Angle of the welding joint is inclined to avoid long-term reflection damage to the laser.
(2) The laser power must reach the absorption value of copper to avoid light reflection.
(3) The energy density ratio of laser small core diameter can easily reach the absorption value of copper.
Laser welding is an efficient and precise welding method which uses high energy density laser beam as heat source. Laser welding has the advantages of high energy density, less molten metal, small heat affected zone and superior welding quality. Because of the low absorption rate of the fiber laser with high reflection data, the processing difficulty is larger, which leads to more requirements on the laser source.
Problems prone to red copper welding:
(1) difficult to blend and variability: copper itself has a large thermal conductivity, so in welding, heat transmission speed will be very fast, the overall heat-affected zone range of welding parts is more, it is difficult to blend materials together; Secondly, because the copper linear expansion coefficient is very large, when welding heat, the clamping degree of the fixture is not very good control, easy to make the material deformation.
(2) prone to porosity: copper is prone to porosity in welding, especially in deep fusion welding. There are two reasons for the appearance of pores: one is the pores that occur directly when hydrogen is dissolved in copper, which is called dispersive pores; The other is the pore generated by REDOX, which is called reaction pore.
The solution:
In the room, the absorption rate of red copper to the infrared laser is 5%, and the absorption rate can reach about 20% after heating to the melting point. Therefore, in order to realize the laser deep fusion welding of red copper, it is necessary to improve the laser power density.
The high power laser is used to swing the welding head on the collocation, and the beam is used to stir the molten pool and expand the keyhole during the deep fusion welding, which is conducive to the gas overflow, and the welding is more firm, less splashing, and fewer micro-pores after welding.
Welding skills:
(1) When welding, the Angle of the welding joint is inclined to avoid long-term reflection damage to the laser.
(2) The laser power must reach the absorption value of copper to avoid light reflection.
(3) The energy density ratio of laser small core diameter can easily reach the absorption value of copper.
(4) Swing welding can improve the surface quality of welding.

Recommended reading
 2023-06-01Square shell lithium battery module pack production line: ideal choice for achieving efficient production and high-quality products
2023-06-01Square shell lithium battery module pack production line: ideal choice for achieving efficient production and high-quality products 2023-01-02Why is automatic laser welding machine so popular
2023-01-02Why is automatic laser welding machine so popular 2022-12-29Definition and function characteristics of lithium battery automation pipeline
2022-12-29Definition and function characteristics of lithium battery automation pipeline 2022-12-27Welding manipulator will lead the future of welding automation
2022-12-27Welding manipulator will lead the future of welding automation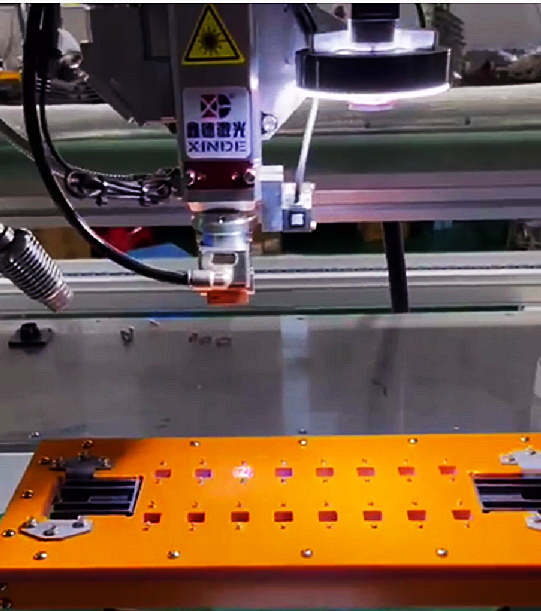 2022-12-24What factors are related to laser welding quality
2022-12-24What factors are related to laser welding quality
Welcome to inquire:177-2247-7738
Shenzhen Headquarters: 4th Floor, No. 240, Third Cotton Tree Road, Longgang District, Shenzhen City, Guangdong Province
Anhui Production Base: 4th Floor, Building A1, Jiangzhi South Incubation Science Park, Guichi District, Chizhou City, Anhui Province
Shandong Branch: No. 27509-15, Jingshi West Road, Huaiyin District, Jinan City, Shandong Province, China (Located within the premises of Guomao Group)
Jiangsu Branch: No. 3528 Xixi East Avenue, Anzhen Town, Xishan District, Wuxi City, Jiangsu Province
Zhejiang Lake Branch: 2nd Floor, Hongyuan Municipal, Changhong Road, Changxing County, Huzhou City, Zhejiang Province
Chongqing Branch: No. 108, Zone C, Jinke Electromechanical City, Jiulongpo District, Chongqing

Official wechat service number

Official video number

Official Douyin number
Products & Solutions
Lithium battery PACK production line
Lithium battery laser welding machine
Six axis manipulator laser welding machine
The Solution
Copyright © 2022 Xinde (Shenzhen) Laser Equipment Co, LTD All Rights Reserved. 粤ICP备18130442号

-
Inquire
- Mobile
- Mobile177-2247-7738
- Tiktok
- Video
- Top