New energy PACK whole line solution provider
Laser welding machine welding aluminum alloy should pay attention to matters!!
Xinde laser welding machine can weld aluminum and aluminum alloy materials, with high energy density, high welding speed and other advantages, provides great convenience for aluminum and aluminum alloy welding materials. Aluminum and aluminum alloy products or accessories to weld firmly, beautiful weld, its power helper cannot do without laser welding machine. Although the laser welding machine welding aluminum and aluminum alloy effect is good, but still can not avoid the shortcomings of the welding material itself (aluminum and aluminum alloy high reflection, low attraction rate and other characteristics), which increases the difficulty of laser welding, so in laser welding or pay attention to several aspects.
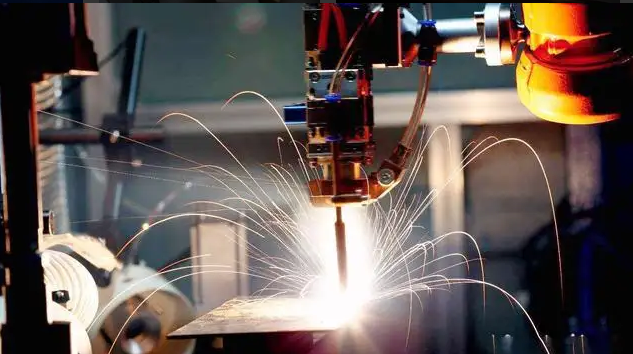
When laser welding aluminum alloy, aluminum alloy surface will appear light reflection phenomenon, because aluminum alloy is a non-ferrous metal, all kinds of light have strong reflectivity, so before welding aluminum alloy materials, the need to clean the surface of aluminum alloy, the surface of the oil or other stains clean up, not only that, It is also necessary to clean the oxide film on the metal surface in order to prevent the oxidation in the welding process and cause explosion and other accidents.
Cleaning before welding: when welding aluminum and aluminum alloy, the oxide film and oil on the surface of the workpiece welding joint and wire should be strictly removed before welding;
1, chemical cleaning: chemical cleaning efficiency is high, stable quality, suitable for cleaning welding wire and small size, batch production of the workpiece. The method of immersion and scrubbing can be used. Use acetone, gasoline, kerosene and other organic solvents to remove oil from the surface, wash with 5%-10% NaOH solution at 40℃ ~ 70℃ for 3min ~ 7min(pure aluminum for a little longer but no more than 20min), rinse with flowing water, then pickling with 30%HNO3 solution at room temperature ~ 60℃ for 1min ~ 3min, and rinse with flowing water. Air dry or dry at low temperature.
2, mechanical cleaning: in the workpiece size is larger, the production cycle is longer, multi-layer welding or chemical cleaning and stain, often use mechanical cleaning. First wipe the surface with acetone, gasoline and other organic solvents to remove oil, then directly brush with a diameter of 0.15mm ~ 0.2mm copper wire brush or stainless steel wire brush, brush until the metallic luster is exposed. Generally, it is not advisable to use grinding wheel or ordinary sandpaper for grinding, so as to avoid the sand remaining on the metal surface and entering the molten pool during welding, resulting in slag inclusion and other defects. In addition, scraper, file can also be used to clean the surface to be welded. After cleaning, if the storage time is too long (such as more than 24h), it should be disposed of again.
3. Pad: Aluminum alloy has very low strength at high temperature, and the flow performance of liquid aluminum is good. When welding, the weld metal is prone to collapse. In order to ensure the penetration of welding without collapse, the welding plate is often used to support the molten pool and nearby metals. The gasket can be made of graphite plate, stainless steel plate, carbon steel plate, copper plate or copper bar. A circular arc groove is opened on the surface of the backing plate to ensure that the opposite side of the weld is formed. It can also be formed by single-side welding without backing plate, but it requires skilled welding operation or strict automatic feedback control of arc welding energy and other advanced technological measures.
4, pre-welding preheating: thin, small aluminum parts generally do not need to preheat, the thickness of 10mm ~ 15mm can be pre-welding preheating, according to different types of aluminum alloy preheating temperature can be 100℃ ~ 200℃, available oxygen acetylene flame, electric furnace or blowtorch heating. Preheating can reduce weldment deformation and porosity.
Therefore, when laser welding aluminum alloy, we should pay strict attention to and rapidly improve the power density of the laser to prevent reflection or conduction.
When laser welding aluminum alloy, aluminum alloy surface will appear light reflection phenomenon, because aluminum alloy is a non-ferrous metal, all kinds of light have strong reflectivity, so before welding aluminum alloy materials, the need to clean the surface of aluminum alloy, the surface of the oil or other stains clean up, not only that, It is also necessary to clean the oxide film on the metal surface in order to prevent the oxidation in the welding process and cause explosion and other accidents.
Cleaning before welding: when welding aluminum and aluminum alloy, the oxide film and oil on the surface of the workpiece welding joint and wire should be strictly removed before welding;
1, chemical cleaning: chemical cleaning efficiency is high, stable quality, suitable for cleaning welding wire and small size, batch production of the workpiece. The method of immersion and scrubbing can be used. Use acetone, gasoline, kerosene and other organic solvents to remove oil from the surface, wash with 5%-10% NaOH solution at 40℃ ~ 70℃ for 3min ~ 7min(pure aluminum for a little longer but no more than 20min), rinse with flowing water, then pickling with 30%HNO3 solution at room temperature ~ 60℃ for 1min ~ 3min, and rinse with flowing water. Air dry or dry at low temperature.
2, mechanical cleaning: in the workpiece size is larger, the production cycle is longer, multi-layer welding or chemical cleaning and stain, often use mechanical cleaning. First wipe the surface with acetone, gasoline and other organic solvents to remove oil, then directly brush with a diameter of 0.15mm ~ 0.2mm copper wire brush or stainless steel wire brush, brush until the metallic luster is exposed. Generally, it is not advisable to use grinding wheel or ordinary sandpaper for grinding, so as to avoid the sand remaining on the metal surface and entering the molten pool during welding, resulting in slag inclusion and other defects. In addition, scraper, file can also be used to clean the surface to be welded. After cleaning, if the storage time is too long (such as more than 24h), it should be disposed of again.
3. Pad: Aluminum alloy has very low strength at high temperature, and the flow performance of liquid aluminum is good. When welding, the weld metal is prone to collapse. In order to ensure the penetration of welding without collapse, the welding plate is often used to support the molten pool and nearby metals. The gasket can be made of graphite plate, stainless steel plate, carbon steel plate, copper plate or copper bar. A circular arc groove is opened on the surface of the backing plate to ensure that the opposite side of the weld is formed. It can also be formed by single-side welding without backing plate, but it requires skilled welding operation or strict automatic feedback control of arc welding energy and other advanced technological measures.
4, pre-welding preheating: thin, small aluminum parts generally do not need to preheat, the thickness of 10mm ~ 15mm can be pre-welding preheating, according to different types of aluminum alloy preheating temperature can be 100℃ ~ 200℃, available oxygen acetylene flame, electric furnace or blowtorch heating. Preheating can reduce weldment deformation and porosity.
Therefore, when laser welding aluminum alloy, we should pay strict attention to and rapidly improve the power density of the laser to prevent reflection or conduction.
Recommended reading
 2023-06-01Square shell lithium battery module pack production line: ideal choice for achieving efficient production and high-quality products
2023-06-01Square shell lithium battery module pack production line: ideal choice for achieving efficient production and high-quality products 2023-01-02Why is automatic laser welding machine so popular
2023-01-02Why is automatic laser welding machine so popular 2022-12-29Definition and function characteristics of lithium battery automation pipeline
2022-12-29Definition and function characteristics of lithium battery automation pipeline 2022-12-27Welding manipulator will lead the future of welding automation
2022-12-27Welding manipulator will lead the future of welding automation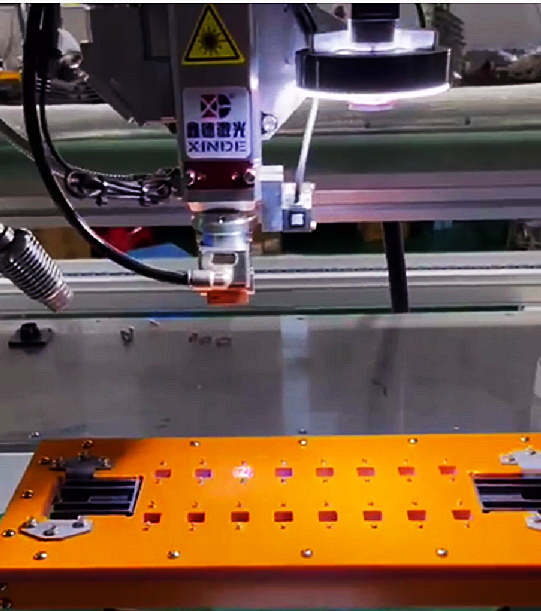 2022-12-24What factors are related to laser welding quality
2022-12-24What factors are related to laser welding quality
Welcome to inquire:177-2247-7738
Shenzhen Headquarters: 4th Floor, No. 240, Third Cotton Tree Road, Longgang District, Shenzhen City, Guangdong Province
Anhui Production Base: 4th Floor, Building A1, Jiangzhi South Incubation Science Park, Guichi District, Chizhou City, Anhui Province
Shandong Branch: No. 27509-15, Jingshi West Road, Huaiyin District, Jinan City, Shandong Province, China (Located within the premises of Guomao Group)
Jiangsu Branch: No. 3528 Xixi East Avenue, Anzhen Town, Xishan District, Wuxi City, Jiangsu Province
Zhejiang Lake Branch: 2nd Floor, Hongyuan Municipal, Changhong Road, Changxing County, Huzhou City, Zhejiang Province
Chongqing Branch: No. 108, Zone C, Jinke Electromechanical City, Jiulongpo District, Chongqing

Official wechat service number

Official video number

Official Douyin number
Products & Solutions
Lithium battery PACK production line
Lithium battery laser welding machine
Six axis manipulator laser welding machine
The Solution
Copyright © 2022 Xinde (Shenzhen) Laser Equipment Co, LTD All Rights Reserved. 粤ICP备18130442号

-
Inquire
- Mobile
- Mobile177-2247-7738
- Tiktok
- Video
- Top