新能源PACK整线方案解决提供商
紫铜激光焊接工艺中的难点
在当前的工业生产中,紫铜的消费量仅次于铝,位居第二。紫铜在建筑。电气。机械制造等领域得到了广泛的应用。紫铜具有优良的导热性、导电性、可塑性、冷压等工艺,并且被广泛应用于各种行业。
焊接紫铜时易产生的问题:
(1)熔化困难和易变性:由于紫铜具有较大的热传导体系系数,因此,在焊接过程中,热传导速率非常高,且整个焊缝热影响区较大,使材料难以结合;另外,由于紫铜具有较大的线膨胀系数,在焊接过程中,夹具的夹持力量不适当,都会造成材料的变形。
(2)容易产生空洞:在紫铜焊接中,另外一个主要问题是气孔,特别是在深熔焊接中。造成气孔的原因有两种,一种是由氢气在紫铜中溶解形成的扩散孔隙,二是氢化还原中形成的反应孔隙。
解决措施:
在常温下,紫铜的吸收率在5%左右,在接近熔点时,其吸收率可达20%,因此,为了实现紫铜的激光深熔,需要增加激光功率密度。
利用高功率激光和振镜焊接头,利用光束搅拌熔池,扩大匙孔,提高熔池的稳定性,减少飞溅,减少焊后的微气孔。
焊接铜效果图:

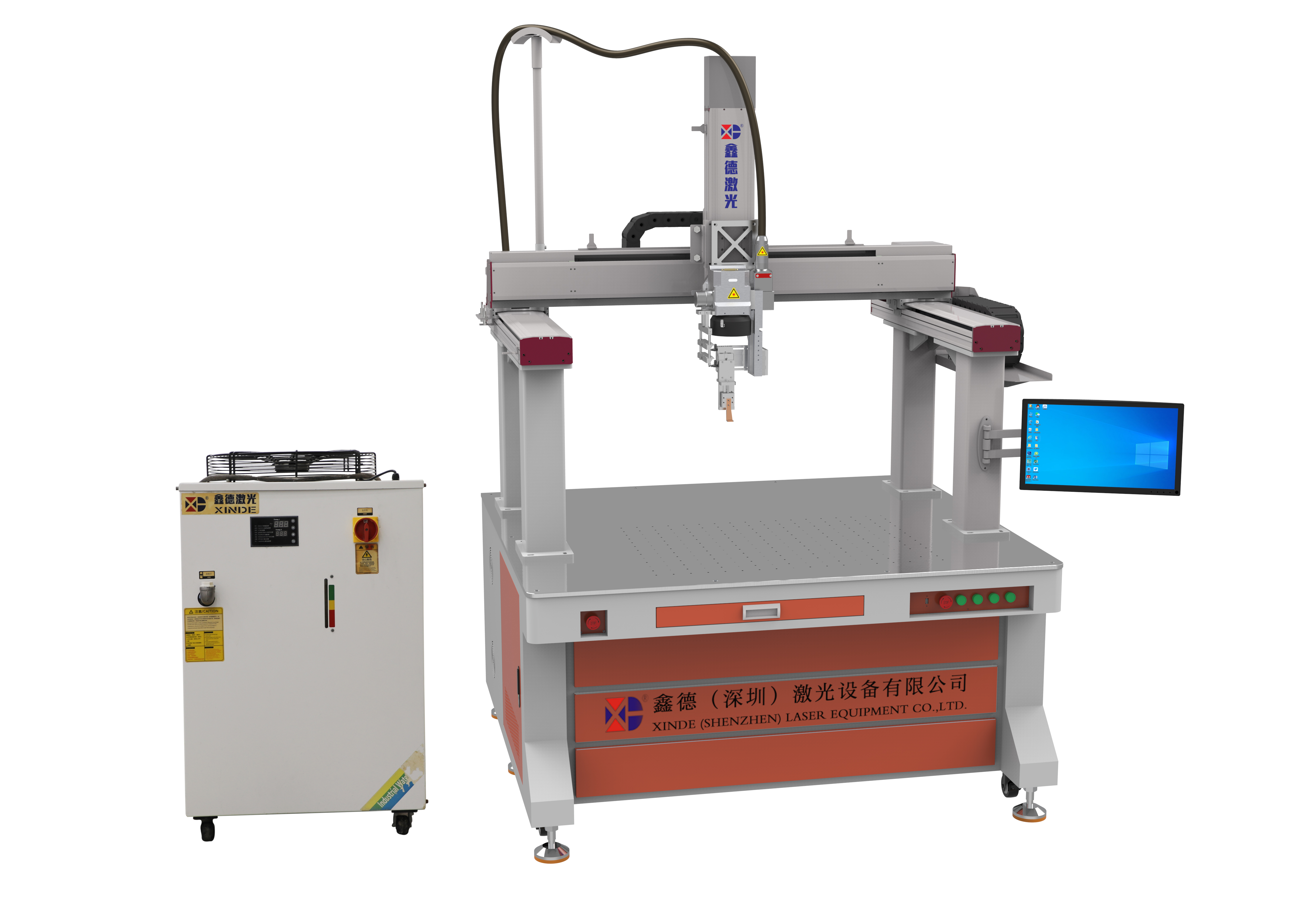
鑫德激光焊接设备,不仅是专业焊接锂电池智能装备,还可以焊接相关带铜材料,但是我们的激光焊接机具体上不能焊接铜材料很厚,具体焊接厚度请联系我们官方电话。


欢迎来电咨询:177-2247-7738
深圳总部:广东省深圳市龙岗区红棉三路240号4楼
安徽生产基地:安徽省池州市贵池区江之南孵化科技园A1栋4楼
山东分公司:山东济南市槐荫区经十西路27509号-5号国茂集团院内
江苏分公司:江苏省无锡市锡山区安镇镇锡锡东大道3528号
浙江湖分公司:浙江省杭州市萧山区瓜沥镇坎山路333号一栋408
重庆分公司:重庆市九龙坡区金科机电城C区108号

官方微信服务号

官方视频号

官方抖音号
Copyright © 2022  鑫德(深圳)激光设备有限公司 All Rights Reserved. 粤ICP备18130442号
鑫德(深圳)激光设备有限公司 All Rights Reserved. 粤ICP备18130442号

-
在线咨询
- 联系电话
- 手机177-2247-7738
- 微信公众号
- 官方抖音
- 官方视频号
- 返回顶部