新能源PACK整线方案解决提供商
解析锂电池激光焊接不同部位的焊接难点
随着电动车的大量普及,锂电池的焊接也成了许多生产厂家企业的首要生产任务,不同形状的锂电池与之对应有不同的焊接难点,下面具体给大家依次解释其焊接难点
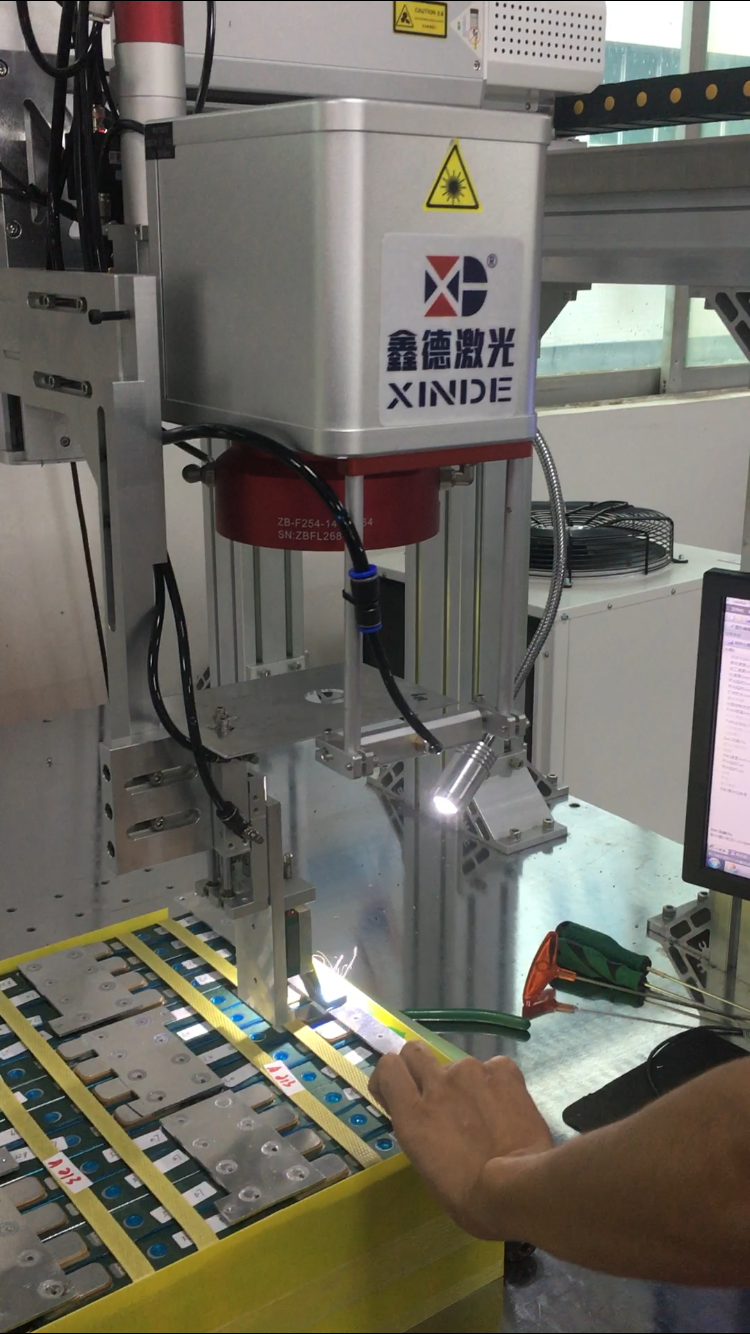
1.软包极耳焊接,对焊接工装要求较高,必须将极耳压牢,保证焊接间隙。可实现S形、螺旋形等复杂轨迹的高速焊接,增大焊缝结合面积的同时加强焊接强度。
2.圆柱电芯的焊接主要用于正极的焊接,由于负极部位壳体薄,极容易焊穿。如目前一些厂家采用的负极免焊接工艺,正极采用的为激光焊接。
3.方形电池组合焊接时,极柱或连接片受污染后,焊接连接片时,污染物分解,易形成焊接炸点,造成孔洞;极柱较薄、下有塑料或陶瓷结构件的电池,容易焊穿。极柱较小时,也容易焊偏至塑料烧损,形成爆点。不要使用多层连接片,层之间有孔隙,不易焊牢。
4.方型电池的焊接工艺最重要的工序是壳盖的封装,根据位置的不同分为顶盖和底盖的焊接。有些电池厂家由于生产的电池体积不大,采用了“拉深”工艺制造电池壳,只需进行顶盖的焊接。方形电池焊接方式主要分为侧焊和顶焊,其中侧焊的主要好处是对电芯内部的影响较小,飞溅物不会轻易进入壳盖内侧。由于焊接后可能会导致凸起,这对后续工艺的装配会有些微影响,因此侧焊工艺对激光器的稳定性、材料的洁净度等要求极高。而顶焊工艺由于焊接在一个面上,对焊接设备集成要求比较低,量产化简单,但是也有两个不利的地方,一是焊接可能会有少许飞溅进入电芯内,二是壳体前段加工要求高会导致成本问题。
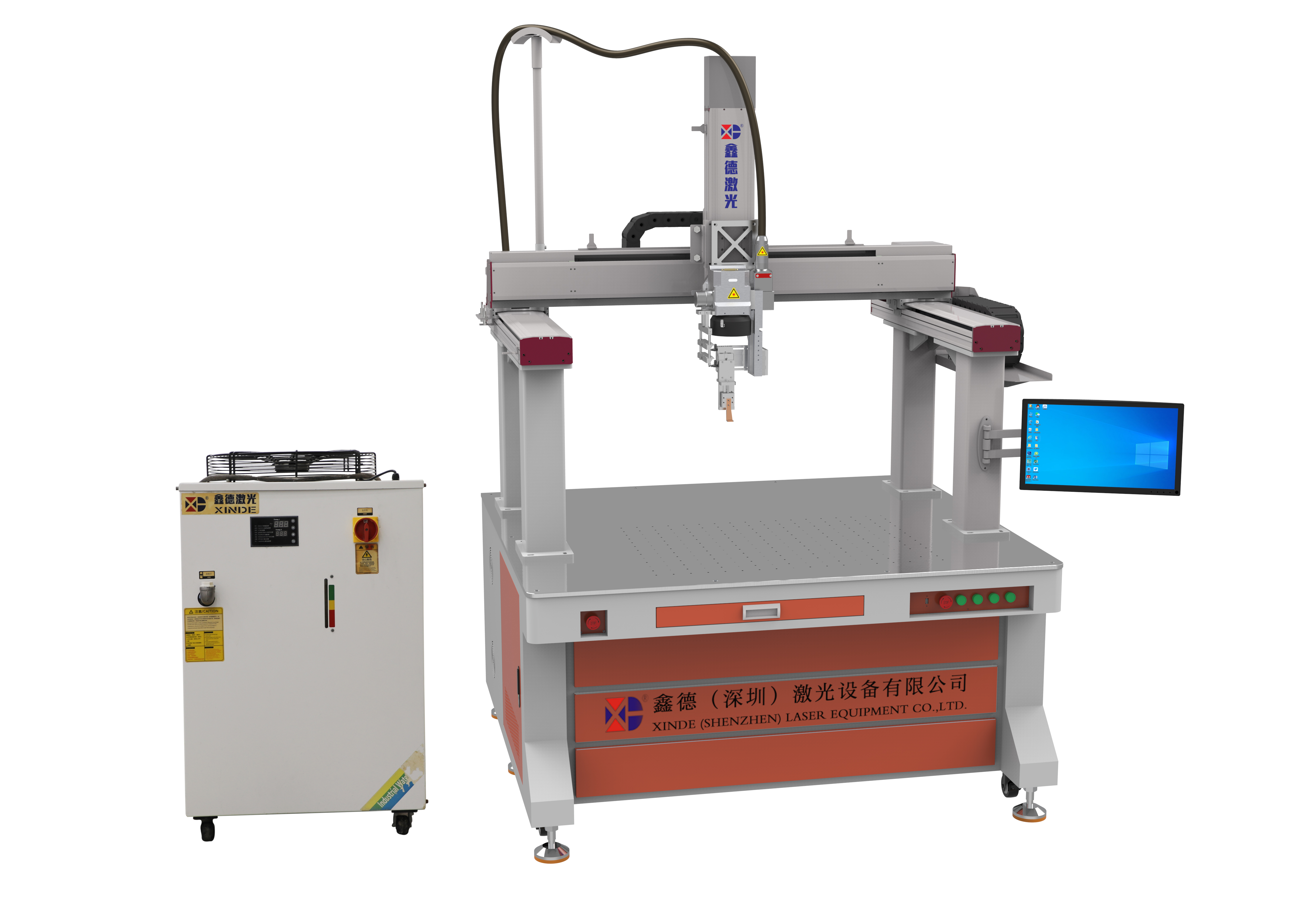
高效精密的激光焊接可以大大提高汽车动力电池的安全性和使用寿命,将为今后的汽车动力技术带来革命化进步;动力电池的激光焊接部位多,有耐压和漏夜测试要求,材料多数为铝材,因为焊接难度大,对焊接工艺的要求更高。动力电池壳体的焊接主要是侧焊与顶焊两种,双方之间各有优缺点,而铝壳电池因为其材料的特殊性,容易出现凸起、气孔等问题,方形电池焊接在拐弯处容易出现问题。


欢迎来电咨询:177-2247-7738
深圳总部:广东省深圳市龙岗区红棉三路240号4楼
安徽生产基地:安徽省池州市贵池区江之南孵化科技园A1栋4楼
山东分公司:山东济南市槐荫区经十西路27509号-5号国茂集团院内
江苏分公司:江苏省无锡市锡山区安镇镇锡锡东大道3528号
浙江湖分公司:浙江省杭州市萧山区瓜沥镇坎山路333号一栋408
重庆分公司:重庆市九龙坡区金科机电城C区108号

官方微信服务号

官方视频号

官方抖音号
Copyright © 2022  鑫德(深圳)激光设备有限公司 All Rights Reserved. 粤ICP备18130442号
鑫德(深圳)激光设备有限公司 All Rights Reserved. 粤ICP备18130442号

-
在线咨询
- 联系电话
- 手机177-2247-7738
- 微信公众号
- 官方抖音
- 官方视频号
- 返回顶部