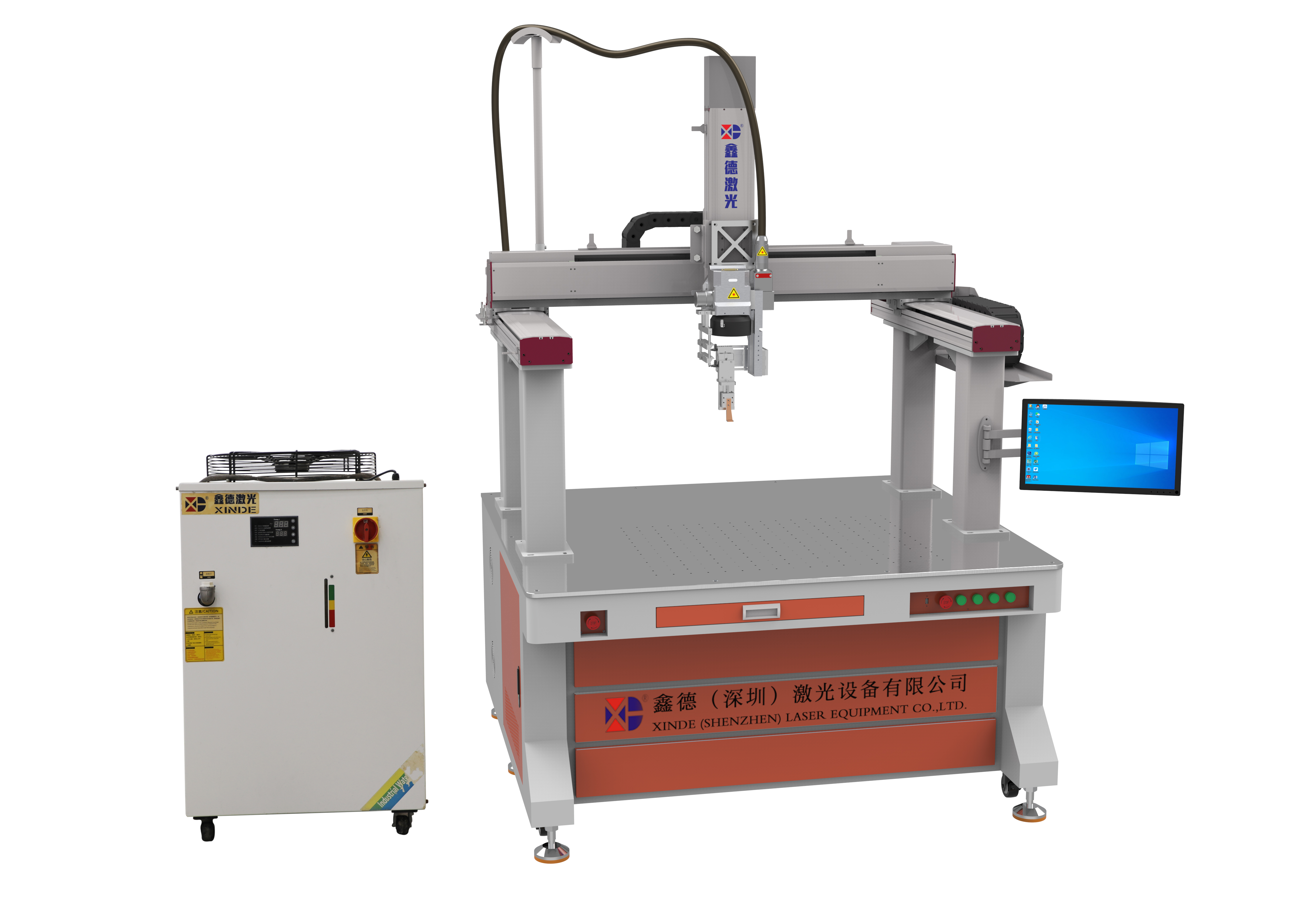
新能源PACK整线方案解决提供商
激光焊接原理和激光焊接机的参数设置调整
激光焊接是利用高能量的激光脉冲对材料进行微小区域内的局部加热,激光辐射的能量通过热传导向材料的内部扩散,将材 料熔化后形成特定熔池。
它是一种新型的焊接方式,激光焊接主要针对薄壁材料、精密零件的焊接,可实现点焊、对接焊、叠 焊、密封焊等,深宽比高,焊缝宽度小,热影响区小、变形小,焊接速度快,焊缝平整、美观,焊后无需处理或只需简单处理 ,焊缝质量高,无气孔,可精确控制,聚焦光点小,定位精度高,易实现自动化。
激光焊接是利用高能量密度的激光束作为热源的一种高效精密焊接方法。激光焊接是激光材料加工技术应用的重要方面之一。
中国的激光焊接处于世界先进水平,具备了使用激光成形超过12平方米的复杂钛合金构件的技术和能力,并投入多个国产航空科研项目的原型和产品制造中。
2013年10月,中国焊接专家获得了焊接领域最高学术奖--布鲁克奖,中国激光焊接水平得到了世界的肯定。

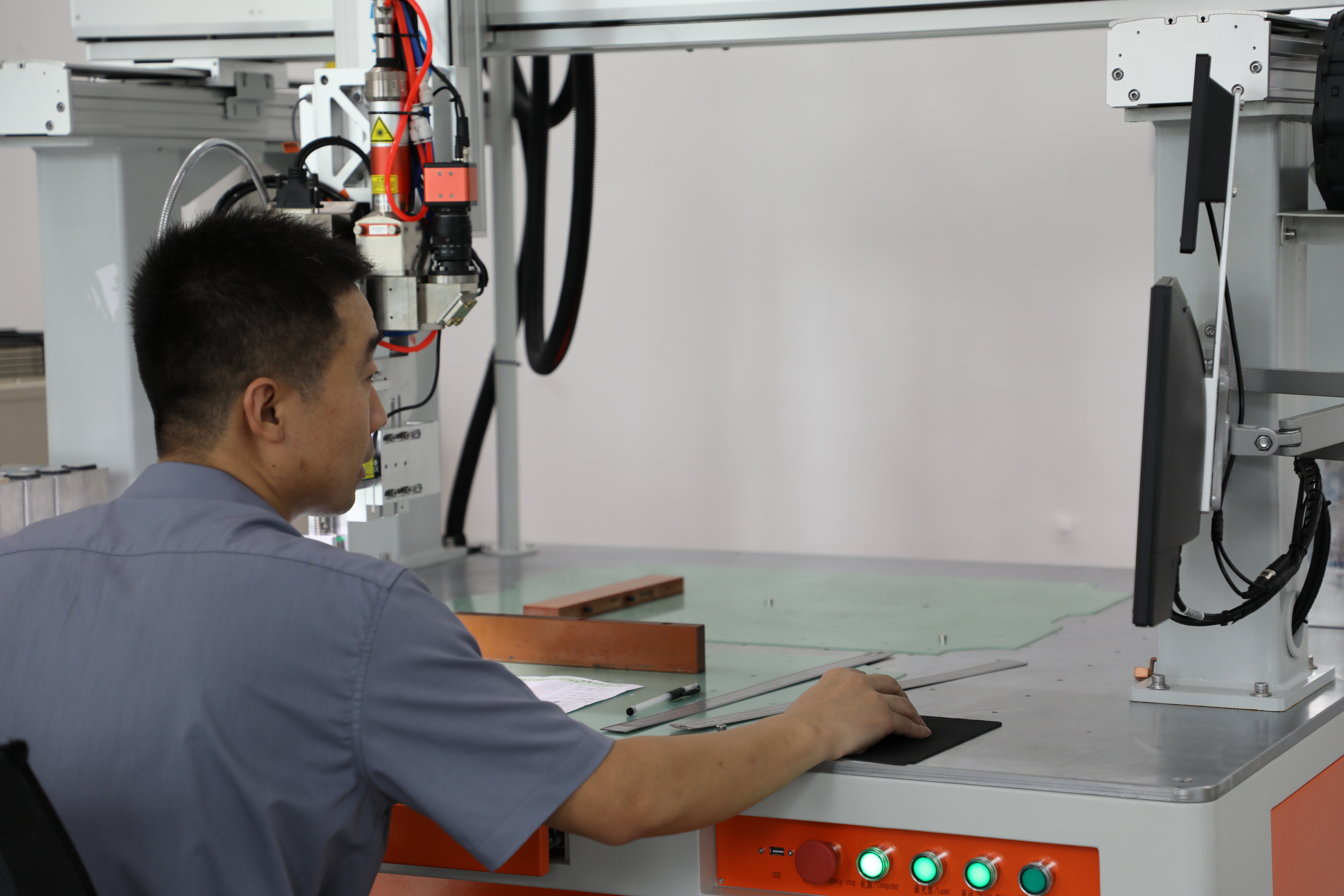
激光焊接机的参数设置调整是怎么样的?我们在使用激光焊接机的过程中,如何知道激光焊接机的参数应该做哪些调整,对焊接不同的材料,激光焊接机的参数都是不同的,我们来看一下激光焊接机的参数设置。
激光脉冲宽度:
激光脉冲宽度是激光焊接机在焊接过程的一个重要参数,激光脉宽,决定着焊接物的焊接宽度和深度,激光脉宽的设置影响着焊接的效果;脉宽越长热影响区越大,熔深是随脉宽的1/2次方增加。其实对于每种材料,都有一个可使熔深达到最大的最佳脉冲宽度。
激光功率密度:
激光功率密度是激光加工中最关键的参数之一。激光焊接中存在一个激光能量密度阈值,低于此值,熔深很浅,一旦达到或超过此值,熔深会大幅度提高;因此功率密度越高,工件表层加热至沸点越快,采用较高的功率密度,在微秒时间范围内,表层即可加热至沸点,产生大量汽化。因此,高功率密度对于材料去除加工,如打孔、切割、雕刻有利。对于较低功率密度,表层温度达到沸点需要经历数毫秒,在表层汽化前,底层达到熔点,易形成良好的熔融焊接。
激光脉冲波形:
激光脉冲波形在激光焊接中是一个重要问题,尤其对于薄片焊接更为重要。当高强度激光束射至材料表面,金属表面将会有40~70%的激光能量反射而损失掉,且反射率随表面温度变化。在一个激光脉冲作用期间内,金属反射率的变化很大,是以,不合的金属对于激光的反射率和激光的应用率都不一样,要进行有效的焊接就必须输入不合波形的激光,如许焊缝处的金属组织才能在最佳的方法结晶,形成与基体金属一致的组织,才能形成高质量的焊缝。在实际焊接中可针对不同材料的焊接特性,灵活调整脉冲波形。如对于易脆材料可以采用能量缓慢降低的脉冲波形,减慢冷淬速度。
激光焊接机的参数设置调整主要是对激光脉冲宽度,激光功率密度,激光脉冲波形的设置调整,对应不同的焊接材料,激光焊接机的参数都是有不同的调试数据。激光焊接机的参数设置调整主要是你这三大要点,用户可根据焊接材料自行调整激光焊接机参数。


欢迎来电咨询:177-2247-7738
深圳总部:广东省深圳市龙岗区红棉三路240号4楼
安徽生产基地:安徽省池州市贵池区江之南孵化科技园A1栋4楼
山东分公司:山东济南市槐荫区经十西路27509号-5号国茂集团院内
江苏分公司:江苏省无锡市锡山区安镇镇锡锡东大道3528号
浙江湖分公司:浙江省杭州市萧山区瓜沥镇坎山路333号一栋408
重庆分公司:重庆市九龙坡区金科机电城C区108号

官方微信服务号

官方视频号

官方抖音号
Copyright © 2022  鑫德(深圳)激光设备有限公司 All Rights Reserved. 粤ICP备18130442号
鑫德(深圳)激光设备有限公司 All Rights Reserved. 粤ICP备18130442号

-
在线咨询
- 联系电话
- 手机177-2247-7738
- 微信公众号
- 官方抖音
- 官方视频号
- 返回顶部